

弹簧是一般机械不可缺少的零件,它在工作过程中起到缓冲平衡、储存能量、自动控制、回位定位、安全保险等作用。弹簧在使用过程中常因各种原因导致失效而引起机械故障。为此,有必要讨论引起弹簧失效的原因及预防措施。
导致弹簧失效的主要因素有材料缺陷,加工制造缺陷,热处理不当,表面处理不当,工作环境因素等。弹簧表面缺陷,包括碰撞磕痕、微动磨损、凹坑等造成弹簧失效的比例最大,占50%;另外还有裂纹占有20%;夹杂、疏松13%;脱碳、热处理、表面强化分别占3%左右。弹簧失效可由一种原因引起,也可由几种原因因素综合作用所致。因此,对弹簧的失效分析必须先对实例的失效现象进行种种调查分析,弄清楚其失效模式,然后找出其失效的原因因素,从而提出改进措施。
弹簧原材料引起的弹簧失效:
(1)由于钢的冶炼方法不同,会使钢中存在不同程度造成弹簧早期疲劳失效的夹杂物,夹杂物过量或尺寸过大,均匀度不好都会影响材料的力学性能,容易早期疲劳失效。
实例:一车辆悬架用扭杆弹簧,在新车出库时便发生断裂,分析认为断裂起源于弹簧亚表面存在的一个粗大脆性夹杂物(如图1,图2(图1的放大图))。
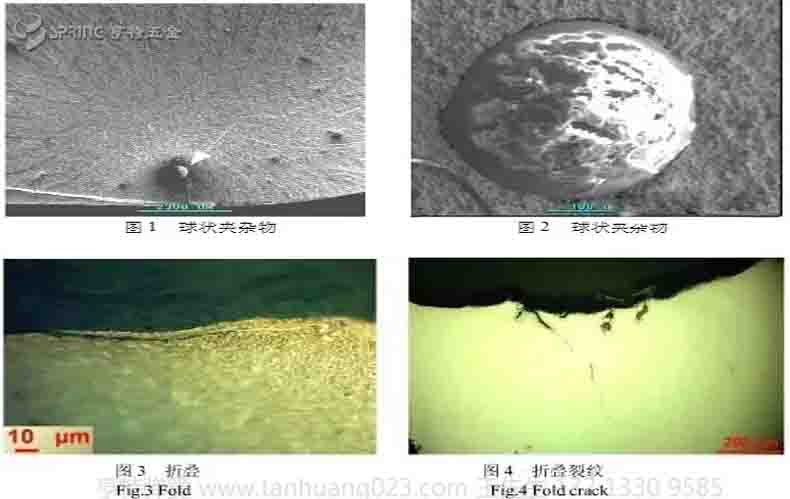
预防措施:弹簧材料必须有优良的冶金质量,如严格控制化学成分、高纯净度,较低夹杂物含量,同时还要求材料成分和组织的均匀性和稳定性。为了降低钢中有害气体和杂质元素,提高钢的纯净度,应采用真空冶炼及电渣重熔等精炼技术。
(2)轧制过程可能引起的缺陷:残余缩管及中心裂纹;折叠缺陷(如图3);线状缺陷、划痕;表面锈蚀坑;过烧、桔皮状表面、麻坑;这些都可能导致弹簧失效。所以钢厂应尽量避免和消除轧制过程中产生的缺陷,弹簧厂应加强对弹簧原材料质量检查,尽量采用表面质量好的材料。
制造过程中引起的弹簧失效:
冷成形螺旋弹簧在卷簧时由于卷簧过程中工艺装备不良或调整操作不当会产生弹簧的表面缺陷。如自动卷簧机上切断弹簧时切刀就有可能插伤邻近弹簧圈钢丝的内表面。热成形弹簧由于热成形加热温度过高弹簧表面产生桔皮状缺陷,使弹簧疲劳寿命大幅度降低。或者,热成形时,由于加热温度过低,钢的塑性不够,热成形过程中弹簧表面应力超过材料强度极限会产生裂纹。所以在制造过程中也要加强对弹簧表面质量检查,尽量避免表面缺陷的产生。
热处理工艺缺陷造成的弹簧失效:
弹簧在加热或冷却期间表面和中心温度分布不均匀会引起热应力,相变的过程会造成组织应力,其总值超过材料的强度极限时会导致开裂。这种缺陷多见于尺寸较大的在水中淬火的弹簧,其裂纹产生后无法修复只能报废。另外原材料的缺陷,如钢中的残余缩孔、白点、冷加工刀痕、冷拉和热轧过程中的划痕、折叠等缺陷,都会造成淬火时的应力集中而开裂。如图4所示即为某公司弹簧由于最初的表面上的短浅折叠裂纹,在淬火热处理时,该裂纹沿径向扩展至3.9mm,在做疲劳试验时,它首先扩展,直至达到临界尺寸而引起弹簧的瞬时破断。热处理不当产生的非正常组织如粗大的淬火马氏体;先共析铁素体或游离铁素体;碳化物偏析;弹簧的热处理变形;表面氧化与脱碳都会造成弹簧失效。
预防措施:除严格控制好加热温度、保温时间外,控制炉内气氛是很重要的,定期分析加热煤气成分,保证热量供应正常;为了减少变形,杜绝淬火开裂,除了尺寸过大的热成形弹簧外,一般热成形弹簧采用在油中冷却。
表面处理工艺不当造成的弹簧失效
(1)表面喷丸强化工艺,喷丸强化设备、工艺方法及操作水平对喷丸强化有很大的影响,如果制造者不把喷丸工艺当作一个重要的强化工艺,充分注意喷丸工艺的控制,也不进行工艺效果的必要检测,那么喷丸处理有可能得不到它应有的强化效果,甚至可能成为弹簧发生早期失效的诱因。
(2)电镀时弹簧表面及镀层中富含的氢气,如不能得到及时和充分的清除,可导致弹簧在工作时的氢致滞后断裂而失效。有时在氧化处理或磷化处理前,为了去除弹簧表面的氧化皮和锈迹,需进行酸洗。当酸洗过度造成氢大量渗入零件内部,而又未能及时和充分的除氢处理时,可导致弹簧的氢脆断裂失效。
实例:直径0.6mm的70"冷拔碳素弹簧钢丝镀镉后,制成中径4.0mm扭转弹簧,在装配时发生断裂。采用能谱分析(EDS)、金相分析和扫描电镜(SEM)对断口进行了宏观和微观检测及分析。结果表明:弹簧在绕制过程中的残余拉应力以及在镀前接触了含氢介质,致使大量的氢残留并呈弥散分布形态,进而形成沿晶裂纹,在外力作用下,导致弹簧沿晶脆性断裂.
工作条件对弹簧失效的影响
(1)负载状况对弹簧失效的影响
通用机械中受冲击作用的弹簧很多,如喷油泵之柱塞弹簧。这种弹簧常在第二、三圈处折断,因为第二、三圈首先受到冲击载荷且不能足够快地传给其它各圈,头几圈承受了大部分冲击,且比其各圈变形大得多。
设计者应考虑到动力效应,尽可能避免一端的交变运动与弹簧的自然频率之一发生共振。但有时共振现象无法避免,应力幅度会增加5%以上,则要采取相应措施,例如采用较高的自然频率,使其不与低次谐波共振。设计合理的凸轮外形,以降低工作阶段的节距。减少弹簧端部的节距,以改变冲击时的自然频率;对弹簧中部增用摩擦强迫阻尼.严格说来,弹簧工作时,载荷不可能作用在几何中心线上,会形成偏心载荷,总偏一个距离e,这种负载偏心要产生附加的应力,而使弹簧安全应力显著减小,导致弹簧过早失效。另外弹簧运行之初承受过载荷也非常危险,初期过载损伤的累积将降低弹簧疲劳极限而导致早期疲劳断裂。
(2)环境因素对弹簧失效的影响
在腐蚀环境中承受交变载荷将发生腐蚀疲劳,由于腐蚀环境能加速疲劳的萌生和扩展,因而会显著降低弹簧的疲劳寿命。例如弹簧钢试样在淡水腐蚀下的持久极限仅是大气中的10%~25%。
预防措施:可采取用抗腐蚀的材料或者在弹簧表面形成一个保护层的表面处理方法来解决。
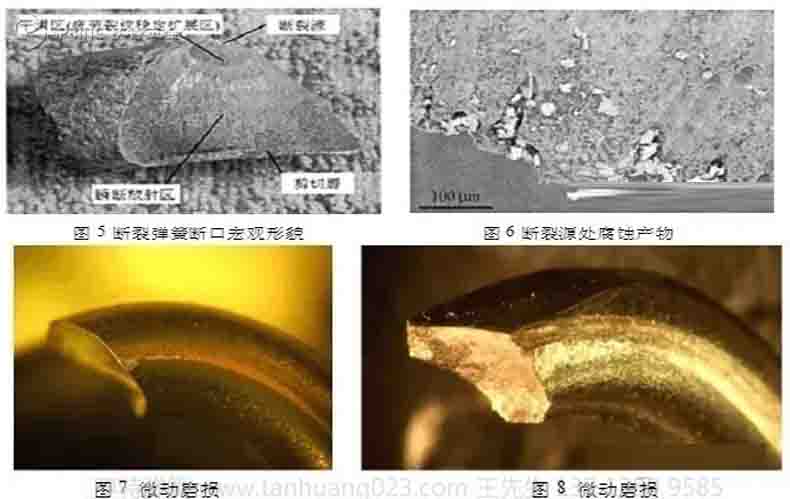
3)微动磨损及碰撞磕痕、凹坑在弹簧类零件中,如螺旋压缩弹簧的两个端圈,拉伸弹簧的弯钩,扭杆的固定端,板簧的片与片之间都可能产生微动磨损(如图7,图8)。某公司的离合器减振弹簧在疲劳试验中断裂,经分析弹簧多处受到外力碰撞摩擦,造成弹簧过渡圈的接触带位置发生偏移,使得微振磨损不只发生在一个平面上,造成不同微振磨损平面的交迭,导致平面相交处的应力集中,导致断裂。
预防措施:除消除振动和改进结构设计外,采用各种表面处理如离子注入,化学热处理以及喷丸、滚压等表面硬化工艺,提高表面的耐磨和疲劳性能,可以提高其抵抗微动磨损的能力。而降低表面的摩擦系数即通过润滑方式包括固体、半固体、及液体也可以减缓微动损伤的进程。
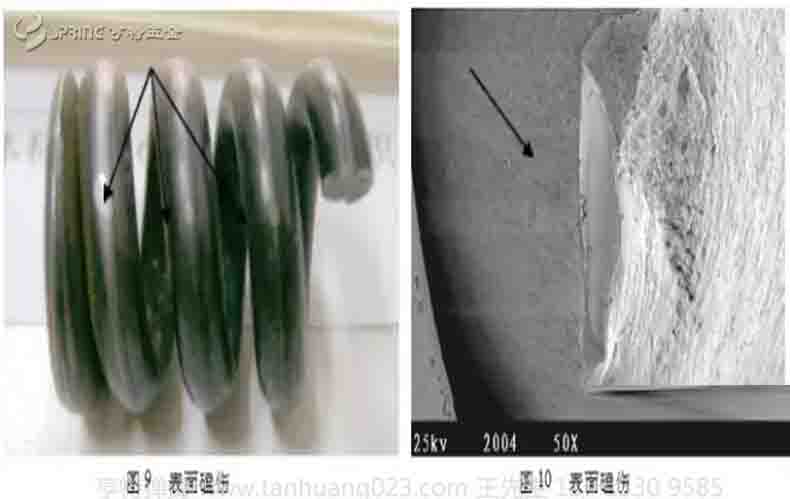
弹簧因为表面磕痕、凹坑等引起弹簧失效的情况很多,在失效件中占很大比例。如某公司离合器从动盘弹簧由于弹簧表面存在的严重磕伤而导致它过早疲劳断裂(如图9,图10)。这种表面缺陷可能发生在弹簧制造过程中,也可能在使用过程中磕碰产生,制造过程前面已述,而在使用过程,使用者要检查使用环境,避免弹簧受碰撞等。
(4)工作温度的影响
因不同的材料有不同的耐热性能,温度升高时,金属会受热膨胀,尺寸的相应变化会改变弹簧的各种性能。不仅如此,弹簧的弹性模量E和切变模量G下降,因此,即使在载荷不变的条件下,弹簧的变形量将增大。而且,在应力、温度和时间的共同作用下,变形和松弛将是弹簧失效的一个重要模式。
本文通过对弹簧失效因素的分析及相关失效分析实例的研究,找出其失效原因,提出了相应的预防措施。另外通过近几年的失效分析总结,由原材料如夹杂、疏松;热处理不当如硬度或高或低、组织不合格、脱碳等引起的失效在一年多来明显减少;而弹簧表面缺陷,包括碰撞磕痕、微动磨损、凹坑等却是一直以来存在的问题,而且在近期的失效分析中占的比例很大。所以今后在提高弹簧质量方面,还应该着重注意一些弹簧外表面的质量,特别是在弹簧内圈保证其平滑,无划痕、磕碰、凹坑等,包括在使用过程中,注意免受磕碰。从而达到提高弹簧质量,延长弹簧使用寿命的目的。
浏览了此文章的用户还浏览了
内容列表
联系我们
联系人:吴小姐
手机:137 9886 4197
电话:0769-89773531
传真:0769-22668793
邮箱:tanhuanght@163.com
地址:广东省东莞市东城区温塘广场路119-125号